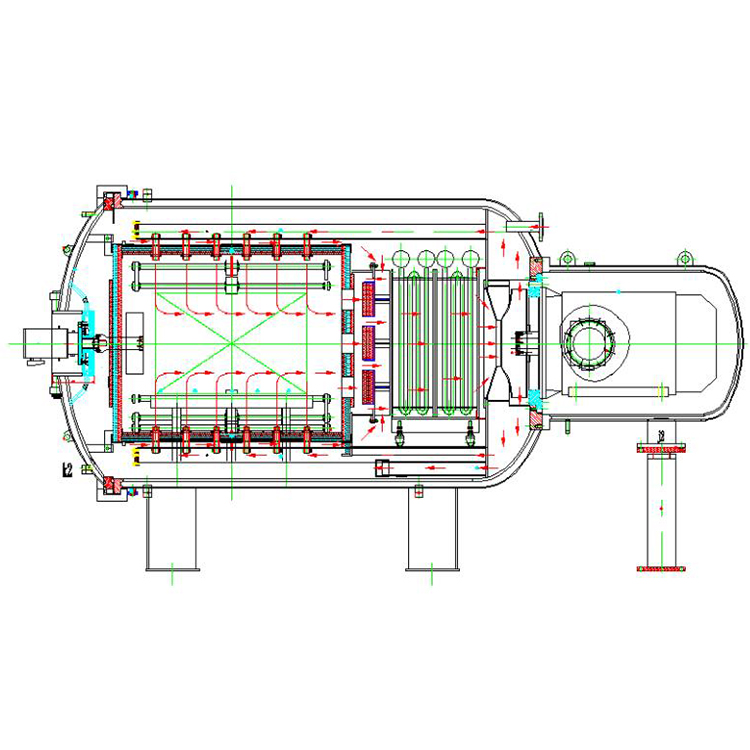
真空ガス焼入れ炉 水平型 単室




真空ガス焼入れとは
真空ガス焼入れとは、ワークピースを真空中で加熱し、高圧・高流量の冷却ガス中で急速に冷却することで、ワークピースの表面硬度を向上させるプロセスです。
通常のガス焼入れ、油焼入れ、塩浴焼入れと比較して、真空高圧ガス焼入れには明らかな利点があります:表面品質が良好で、酸化や浸炭が発生しません。焼入れの均一性が良好で、ワークの変形が小さいです。焼入れ強度の制御性が良好で、冷却速度が制御可能です。生産性が高く、焼入れ後の清掃作業が省けます。環境汚染もありません。
真空高圧ガス焼入れに適した材料は数多くありますが、主なものとしては、高速度鋼(切削工具、金型、ダイス、ゲージ、ジェットエンジンのベアリングなど)、工具鋼(時計部品、治具、プレス)、ダイス鋼、軸受鋼などがあります。
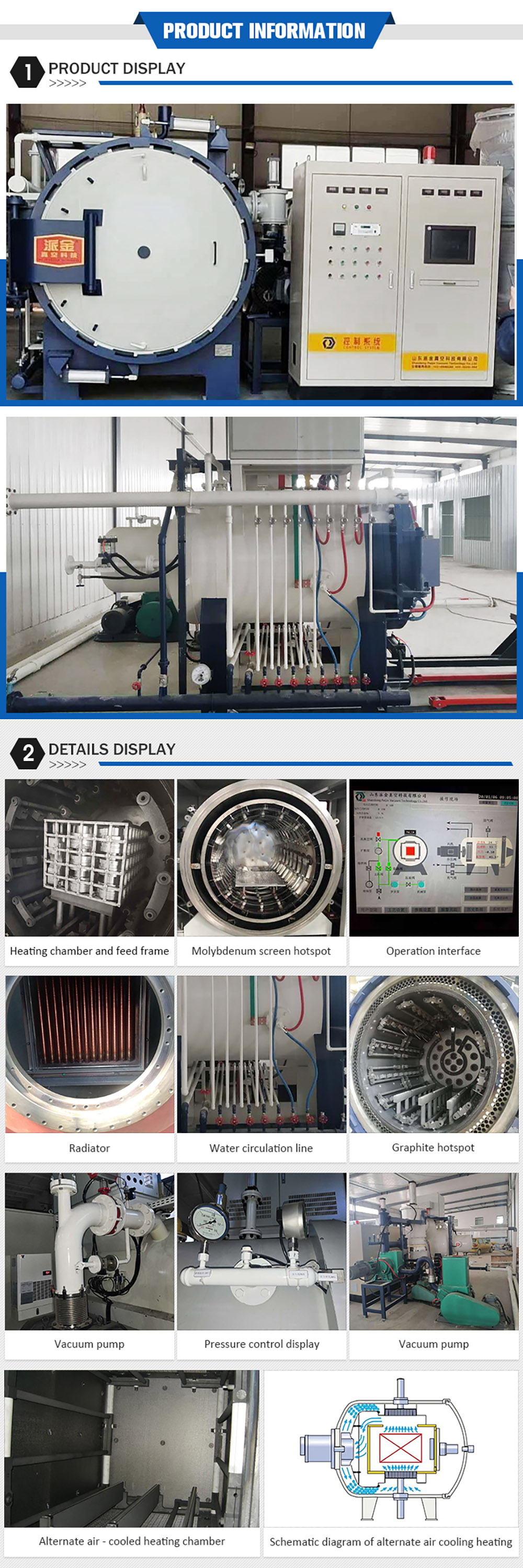
Paijin 真空ガス焼入れ炉は、炉本体、加熱室、熱混合ファン、真空システム、ガス充填システム、真空分圧システム、電気制御システム、水冷システム、ガス焼入れシステム、空気圧システム、自動炉供給トロリー、電源システムから構成される真空炉です。



応用
パイジン真空ガス焼入炉ダイス鋼、高速度鋼、ステンレス鋼などの材料の焼入れ処理、ステンレス鋼、チタン、チタン合金などの材料の溶体化処理、各種磁性材料の焼鈍処理、焼戻し処理に適しており、真空ろう付け、真空焼結にも使用できます。

特徴
1. 高い冷却速度:高効率の角型熱交換器を使用することで、冷却率が 80% 向上します。
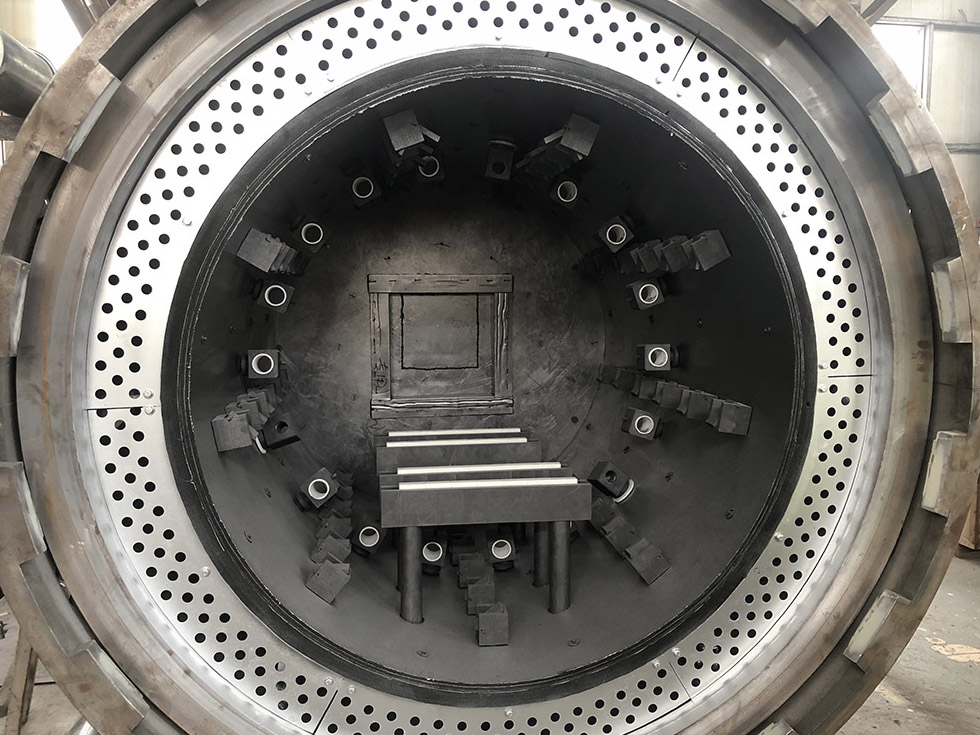
2. 優れた冷却均一性:加熱室の周囲にはエアノズルが均等に交互に配置されています。
3.高い省エネ:加熱プロセスでは空気ノズルが自動的に閉じられるため、エネルギーコストが 40% 削減されます。
4. 温度均一性の向上:加熱要素は加熱室の周囲全体に均等に配置されています。
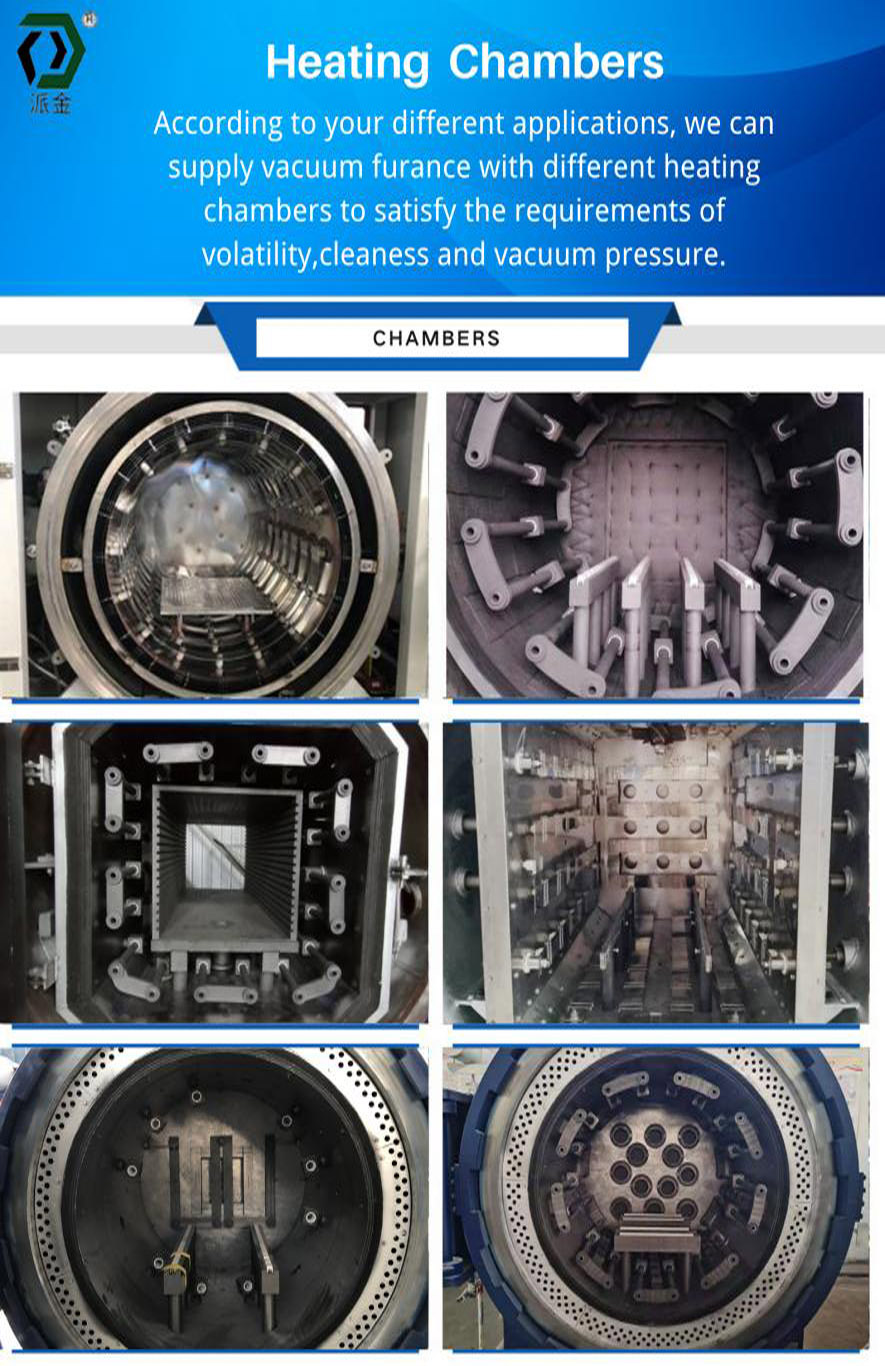
5. さまざまなプロセス環境に適しています。加熱室の絶縁層は複合硬質絶縁層または金属絶縁スクリーンで作られており、さまざまな環境に適しています。
6. プロセスプログラミングがスマートかつ簡単で、安定した信頼性の高い機械動作、自動、半自動、または手動でのアラームおよび障害の表示。
7. 周波数変換制御ガス焼入れファン、オプションの対流空気加熱、オプションの 9 ポイント温度調査、部分圧力焼入れおよび等温焼入れ。
8. 完全な AI 制御システムと追加の手動操作システムを備えています。
標準モデルの仕様とパラメータ
| 標準モデルの仕様とパラメータ | |||||
| モデル | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| 有効ホットゾーンLWH(mm) | 500*500*700 | 600*600*900 | 700*700*1100 | 800*800*1200 | 900*900*1600 |
| 積載重量(kg) | 300 | 500 | 800 | 1200 | 2000 |
| 最高気温(℃) | 1350 | ||||
| 温度制御精度(℃) | ±1 | ||||
| 炉内温度均一性(℃) | ±5 | ||||
| 最大真空度(Pa) | 4.0 * E -1 | ||||
| 圧力上昇率(Pa/H) | ≤ 0.5 | ||||
| ガス焼入れ圧力(バール) | 10 | ||||
| 炉の構造 | 水平型、単室 | ||||
| 炉扉の開閉方法 | ヒンジタイプ | ||||
| 加熱要素 | グラファイト発熱体 | ||||
| 加熱室 | グラフィットハードフェルトとソフトフェルトの構成構造 | ||||
| ガス急冷フロータイプ | 垂直交互流 | ||||
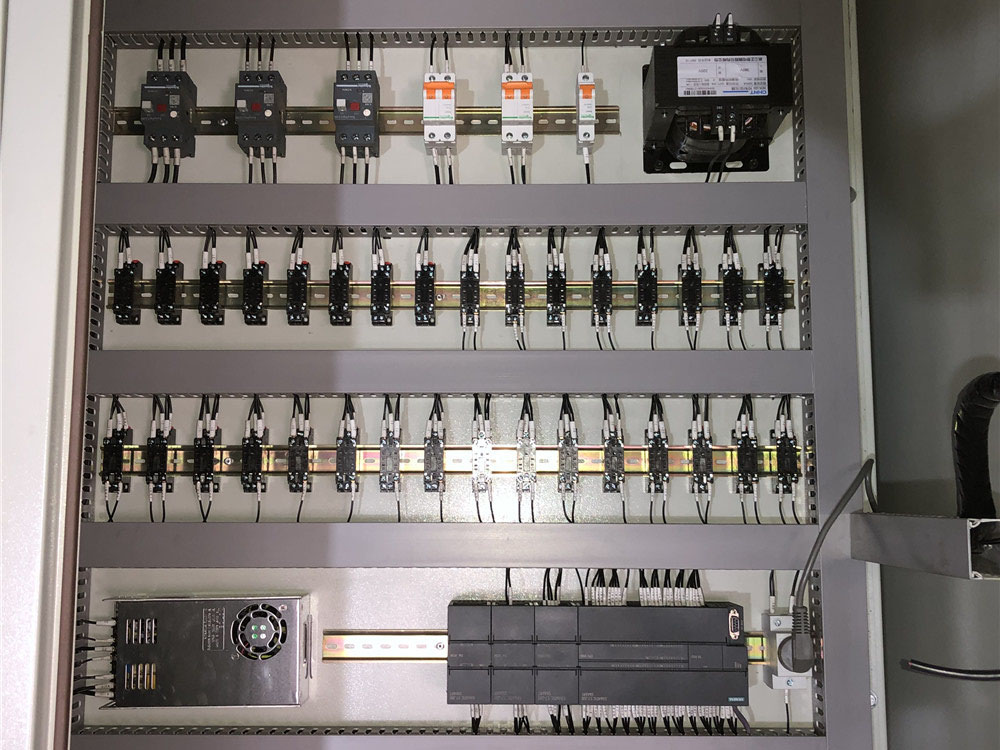
| PLCと電気要素 | シーメンス | ||||
| 温度コントローラー | ユーロサーム | ||||
| 真空ポンプ | 機械式ポンプとルーツポンプ | ||||
| カスタマイズされたオプション範囲 | |||||
| 最高気温 | 600~2800℃ | ||||
| 最高気温 | 6.7 * E -3 Pa | ||||
| ガス焼入れ圧力 | 6-20バー | ||||
| 炉の構造 | 水平、垂直、シングルチャンバーまたはマルチチャンバー | ||||
| ドアの開け方 | ヒンジタイプ、リフティングタイプ、フラットタイプ | ||||
| 加熱要素 | グラファイト発熱体、Mo発熱体 | ||||
| 加熱室 | グラファイトフェルト、全金属製反射スクリーン | ||||
| ガス急冷フロータイプ | 水平交互ガス流;垂直交互ガス流 | ||||
| 真空ポンプ | 機械式ポンプとルーツポンプ; 機械式、ルーツ式、拡散式ポンプ | ||||
| PLCと電気要素 | シーメンス、オムロン、三菱、シーメンス | ||||
| 温度コントローラー | ユーロサーム;シマデン | ||||
品質管理
品質は製品の精神であり、工場を決定する重要なポイントです'Paijinは、日々の業務において品質を最優先事項としています。製品の品質を高く保つために、3つの側面に細心の注意を払っています。
1. 最も重要:人間性。人間性はあらゆる仕事において最も重要な要素です。当社では、新入社員一人ひとりに充実した研修コースを用意し、すべての社員をレベル(初級、中級、上級)で評価する評価システムを導入しています。レベルに応じて、異なる職務に異なる給与が付与されます。この評価システムでは、'技術だけでなく、責任率やエラー率、実行力なども評価されます。このようにして、私たちの工場の労働者は自分の仕事に最善を尽くす意欲があり、品質管理規則を厳守しています。
2. 最高の材料と部品:当社は市場で最高の材料のみを調達しています。材料費1ドルの節約が最終的には1,000ドルのコスト削減につながることを熟知しています。電気部品やポンプなどの主要部品はすべて、シーメンス、オムロン、ユーロサーム、シュナイダーなどのブランド製品です。その他の中国製部品については、業界最高峰の工場を選定し、製品品質保証契約を締結しています。これにより、炉で使用するすべての部品が最高品質の製品であることを保証しています。
3. 厳格な品質管理:炉の製造工程には8つの品質チェックポイントがあり、各チェックポイントの検査は2名の作業員と1名の工場長が担当します。これらのチェックポイントでは、材料、部品、そして炉のあらゆる側面を二重に検査し、品質を確保しています。さらに、炉が工場を出荷する前に、熱処理実験による最終検査を実施します。